Data Driven
Manufacturing
Intelligence
WATS Test Data Management
for OEMs and CMs
1000+
Manufacturing Plants
97 294 379 812
Unit tests securely processed
33 million
Reports last 30 days
53 TB
Data received
Recent Highlights

Exciting News: WATS Alvea Is Now Live! Want some exciting news? One of our biggest ever developments in WATS in years is now live. WATS Alvea is now available for…

Meet us at IPC APEX EXPO 2024, North America's biggest electronics industry event. This exciting event features a world-class trade show, cutting-edge technical conference, and professional development courses taught by…

As part of the big 24.1 WATS update in Q1 this year, Test Step Details is going to become Test Step Analysis (TSA). It’s a serious revamp, designed to help users…
Collect and visualize your test & repair data
Integrate any test and repair station to WATS, and democratize your test data. From your entire supply chain. Quickly identify production yield issues, frequent test or product failures, poor test coverage or other performance problems. In real-time, directly through your web browser or mobile device.

Join thousands of engineers and managers worldwide













Improve processes & automate monitoring
WATS helps you gain new smart insights from your manufacturing data. Insights you can use to better understand and evolve your existing test processes and product designs. Make these new insights operational with advanced process monitoring rules and automated distribution intelligence. WATS uses data analysis to provide Manufacturing Intelligence.
Integrated software stack for Industry 4.0
Advanced sequencer integrations help turn your existing test systems into modern Industrial IoT devices. The WATS Rest API help ensure that your enterprise software stack is fully integrated and optimized from top to bottom or your Unified Namespace, ready for the digital transformation journey.

Virinco and WATS are Award Winners
“Frost & Sullivan finds Virinco’s seamless and frictionless approach and close customer relationships position it as a partner of choice to automate and digitalize the electronics manufacturing test with WATS.”
Samantha Fisher, Best Practices Research Analyst at Frost & Sullivan
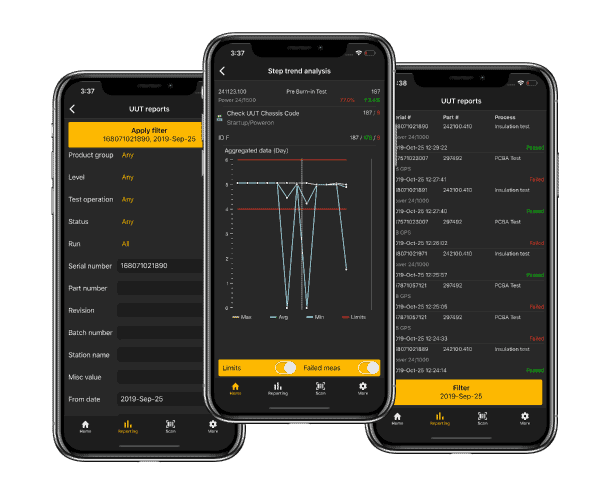
WATS for Mobile
Access data from your manufacturing sites directly on your mobile phone.
WATS for Mobile offers an overview of yields, volumes, and drill-down capabilities to see failed tests and trends. And a built-in scanner to quickly access test history of your products. More information
Download WATS for Mobile for free:


Get started
Start Your Free Trial

Sign up for our newsletter
Be the first to hear about the latest product releases, events and online sessions.